冷喷锌施工流程
冷镀锌漆涂装流程: 施工准备→ 钢材表面处理→ 焊缝及转角预处理→涂装冷镀锌漆→ 质检验收。
施工准备
根据材料所处的环境按照ISO 12944大气环境 《钢结构涂装防腐规范》划分好类别,为业主提供一定的参考,选择合适的涂装方案。
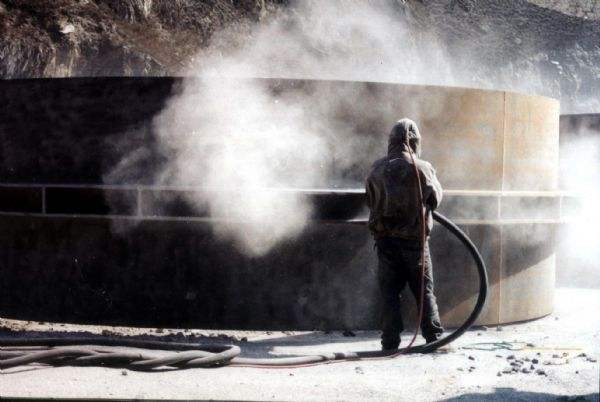
表面处理
先进行表面预处理,在喷砂和涂漆前,锐边和所有粗糙的切割边缘要打磨到半径至少为2mm的圆角。所有油脂残留物或无损探伤所产生的湿润剂要根据SSPC SP1“溶剂清洗”进行清除。去除可溶性盐,可溶性盐对涂层配套性能有负面影响,特别在浸没环境中。推荐的表面可溶性盐最大含量(据ISO 8502-6 和 -9取样和测试)是80 mg/m2。预处理完成后可以进行喷砂处理,喷砂施工中,重点部位和难以顺利喷射的部位应着重进行喷砂,尽量减少、消除过花或漏喷等缺陷的出现。
焊缝及转角预处理
预涂是良好的工作习惯的必要步骤,应该成为钢结构涂装的组成部分。 预涂是针对那些涂层不易覆盖的地方,包括但不仅限于钢板边缘、焊缝、角落、螺栓孔和其它预处理完成开始进行涂装

涂装冷镀锌漆
刷涂:用不掉毛优质漆刷,采用十字交叉法均匀刷涂,保证涂料良好渗透,注意防止流挂及不均匀。推荐采用高压无气喷涂,喷涂时,手持喷枪使喷束始终垂直于表面,并与受涂表面保持30-50cm左右的均匀距离。每一喷道应在前一喷道上重叠50%,少于50%的重叠会使末道漆表面上出现条痕。扣下扳机后,匀速移动喷枪,因为涂料是匀速流动的,喷幅在50%的重叠时,漆膜覆盖均匀。

质量验收
涂层外观按GB50205-2001标准,镀层结晶均匀、细致、连续;构件表面不应误涂、漏涂,涂层不应脱皮和返锈。涂层均匀,清洁无污染,无明显皱皮、流挂、针孔和气泡等弊病。