水性环氧富锌底漆涂装技术
一、水性环氧富锌底漆
水性双组份环氧富锌底漆是由水性环氧树脂乳液、水性环氧固化剂、锌粉、防蚀颜料、特种助剂、水等配制而成。以水为分散介质,可用水稀释和清洗涂装用具,施工过程无污染,具有安全环保特性。
二、表面处理要求
钢材表面处理质量直接影响到底漆漆膜的质量。水性涂料对表面处理的要求比溶剂型涂料要高。
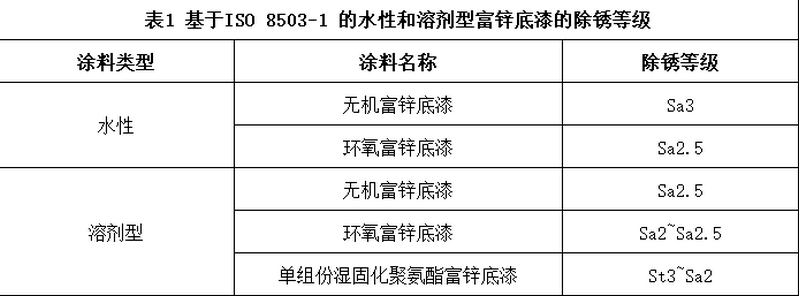
除锈等级:根据ISO 5803-1:2012,水性和溶剂型环氧富锌底漆对除锈等级的要求见表1。可见,水性无机富锌底漆对钢结构表面质量的要求更高。
粗糙度:水性环氧富锌底漆对机械除锈后的粗糙度要求较高,特别是水性无机富锌底漆,粗糙度Rz=50~75nm。故在磨料的选择和配合度上,应适度增加棱角钢砂的份额,使粗糙度的形状成尖锐状,以增强水性环氧富锌底漆与钢材的附着力。
清洁度:待涂钢材表面必须干燥,无灰尘和其他污物。无论水性无机富锌底漆还是水性环氧富锌底漆,处理后的钢材表面都不允许有油污存在。在笔者工作实践中,多次碰到因钢丸带油污而使水性环氧富锌底漆脱落的严重事件。
钢结构表面缺陷处理:由于水性环氧富锌底漆具有在尖锐边缘有高效收缩性的特征,因此对于钢构件表面的切割、电焊缝、铆钉接缝、跳焊部位等,均需采取预涂措施。预涂应掌握好水性环氧富锌底漆的最小和最大的涂装时间。涂装施工中,任何构件的接头都应紧闭,以免水分进入。钢结构表面的缺陷处理包含以下方面:
1)自由边:钢材自由边上的尖角毛刺,用砂轮打磨至r=2mm的圆角
2)切割边:切割边的峰谷差超过1mm时,打磨到1mm以下,对坚硬的熔渣表面要进行打磨处理
3)咬边:焊缝上深为0.8mm以上的咬口,应进行补焊处理
4)飞溅:焊接产生的飞溅要打磨光滑
5)剥落:钢材表面的剥落要用砂轮修整
6)凹坑:深度在0.8mm以上的要进行补焊处理
7)焊缝:焊缝接头以及表面有2mm以上的凸出或有锋利凸出时,应用砂轮打磨光滑
三、涂装方式
绝大多数的水性环氧富锌底漆应该用无气喷漆法喷涂,不仅生产效率高,涂层附着力好,而且能有效控制膜厚,是节能环保的好办法。富锌底漆专用喷漆机的特点:
1)高压泵的加压活塞与连杆运动速率慢,降低压送机构磨损
2)配备专用的搅拌装置,边搅拌边喷漆
3)压送机构等采用特殊的耐磨材料,并配合专用的喷枪,喷嘴和高压软管也有较高的耐磨性
4)压缩空气进气管与涂料输出管孔径较大,涂料的输送量也大
5)加压活塞系统与高压柱塞系统设计成分体式结构,便于清洗、保养与更换损件
四、环境条件
喷涂水性环氧富锌底漆时,钢材表面温度和气温必须大于10℃,钢材表面必须干燥、清洁,钢材表面温度高于露点温度3℃;避免在晚上低温或伴有凝露、下雨的气候条件下施工,施工期间相对湿度(RH)范围为75%~85%,在RH<60%时要防止水性环氧富锌底漆出现干喷;特别要强调的是完成喷涂水性环氧富锌底漆后的构件要保持一定的通风量。
在北方冬季,水性涂料在贮藏、运输过程中必须有保温装置。在贮藏温度5~30℃的条件下,一般水性环氧富锌底漆的贮存期为6个月。若室温超过30℃,存贮期要相应缩短,以免影响水性环氧富锌底漆的质量。
五、水性环氧富锌底漆厂家
梦能科技是一家致力于涂料的销售、方案设计、涂装施工为一体的科技公司,梦能科技专长于EMI行业、工业装备制造、桥梁钢结构、石油石化、特种气体行业、火电、风电、水电能源行业等重防腐领域。梦能科技为广大用户提供全方位的服务,包括在设计阶段向您推荐合理的油漆配套方案,在合作当中提供高质量的产品和高水平的施工服务以及完善的现场施工技术指导与优质的售后服务。
服务热线:400-878-0506
销售服务:18390988666(超经理)
销售服务:15111189776(刘经理)
销售服务:18229948188(吴经理)