防腐涂料涂装施工及质量检查
一、 表面处理的目的
1)结构处理:对于底材本身必须进行一定的处理,如锐边的打磨、侧角的磨圆、飞溅的去除、焊孔的补焊和磨平,这些问题对于涂层的完整性,附着力有很大影响,所以必须在除锈前进行处理。
2)表面处理:除去表面上对涂料有损害的物质,特别是氧化皮、铁锈、可溶性盐、油脂、水分等,如果表面处理不彻底,残留杂质污物将影响涂层的保护效果。
3)表面粗糙度:表面粗糙度增大了对涂层接触表面,并有机械结合作用,提高涂层对底材附着力,但粗糙度不能过大,否则在波峰处往往会引起油漆膜度不足,引起早期点蚀,而且在较深的凹坑里截留气泡,成为涂层鼓泡根源。
二、表面处理的方法
1)手工动力工具除锈
手工:拷铲榔头、铲刀、刮刀、钢丝球、手工砂皮纸
动力:①风动打锈锥(梅花锥)、②直柄砂轮机及可装上笔型钢丝刷用于狭小角落内部构件、边角和小孔的除锈、③端型平面砂磨机,可装盆钢丝刷砂纸盘来进行二次除锈代表性工具
2)喷射(自动或手工)除锈
真空喷砂:优点是不污染环境,但速度很慢,一般大型船厂和大型机械构件,无法使用
湿喷砂除锈:水和磨料进行喷射,达到水喷射的标椎后涂装
3)酸洗
除油→热水浸洗→酸洗处理→冷水浸洗→中和→冷水浸洗→磷化处理→涂装
三、动力工具除锈处理工艺
1)观察打磨作业环境,做好脚手架、夜晚照明等辅助工作,准备好打磨工具、风管及接头、个人劳动保护用品。
2)以上打磨工具主要对焊缝区、火工烧损区、自然锈蚀区作彻底打磨至呈现金属本色,打磨作业应先里后外,先难后易,先下后上的原则。
3)对完好车间底漆部位作轻度打磨,除取表面的锌盐或表面老化层(对不含车间底漆而言)
4)对于区域二次除锈来说,应将焊缝两侧和烧损区,自然锈蚀区的周围涂层打成坡度,以利用修补涂层附着力及平整。
5)碗型或蝶型钢丝刷对焊缝、磨点锈蚀,除去细孔内的黄锈。
6)直柄砂轮机装上笔型钢丝刷对角焊缝、小孔,难以到达的部位进行施刷,除取黄锈。
7)用风铲将焊缝周围零星锈块和少量焊缝灰渣去除。
8)清除垃圾和积灰。
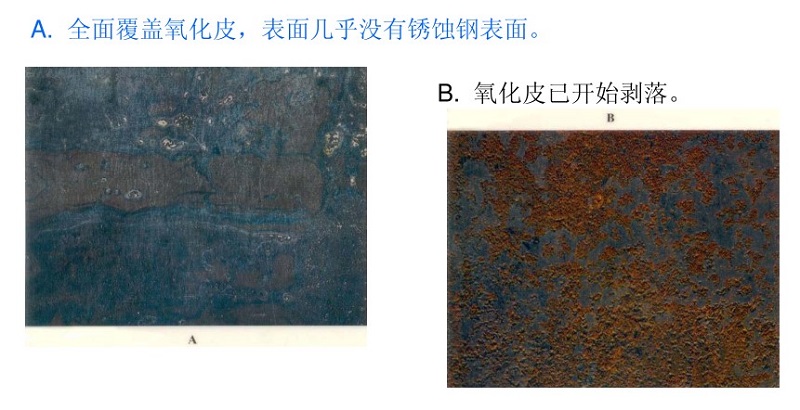
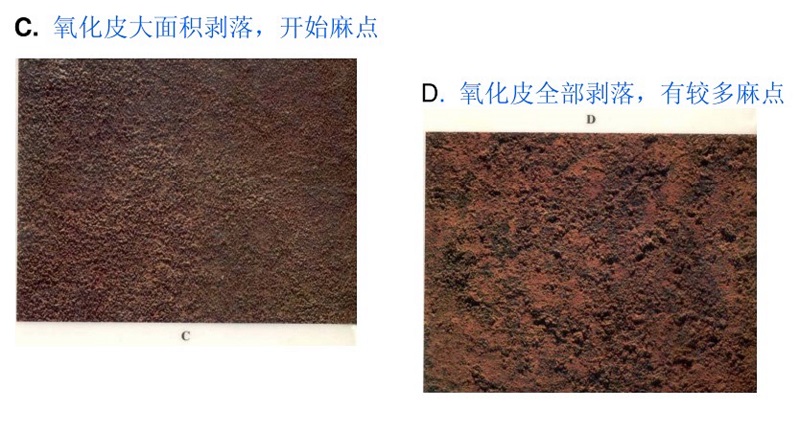
四、表面处理标椎
国际标椎ISO 8501-1:1988将未涂装过的钢材表面原始程度按氧化皮覆盖和锈蚀程度分为四个等级,分别以A、B、C、D表示,并有相应的照片对照。
五、涂装质量检查
油漆涂料在涂装过程中为什么要进行涂装质量检测?
1)业主购买的是良好的表面处理和优质的涂料,要得到的是涂料长久的防腐蚀保护
2)在涂装工作中,必须具备良好的设备、完善的施工管理和训练有素的工人
3)重要的是:能够进行有效的涂装质量管理、使涂装按照规格书的要求进行施工、避免减少涂层缺陷的产生